


武汉锌压铸的特点有哪些?
一、锌合金压铸比重大。
二、锌合金压铸有很好的常温机械性能和耐磨性。
三、锌合金压铸可进行表面处理:电镀、喷涂、喷漆。
四、锌合金压铸熔化与压铸时不吸铁,不腐蚀压型,不粘模。
五、锌合金压铸熔点低,在385℃熔化,容易压铸成型。
六、压铸模具架造性能好,可以压铸形状复杂、薄壁的精密件,铸件表面光滑。
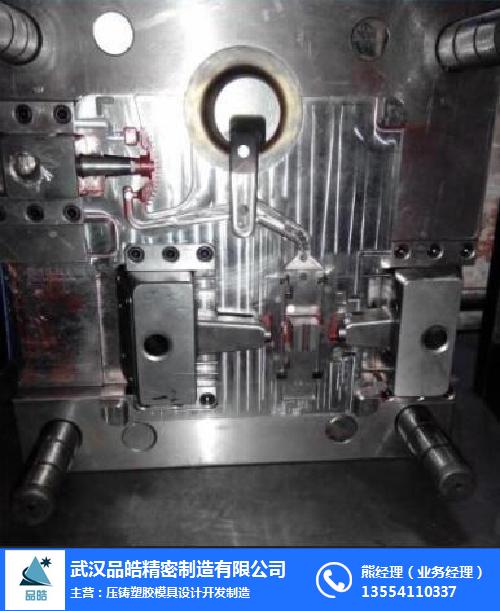



压铸模具的优势有哪些
压铸模具就是利用压力来完成的铸造工艺,如今被广泛应用于各行各业,压铸模具自然有着其的优势,为大家总结了一些:
1、压铸件精度较高、尺度安稳、一致性好、加工余量很小2、能够压铸出螺纹、线条、文字、图画和符号:压铸填充进程始终是在压力效果下进行的,关于峰谷、凸凹、窄槽等形状都能明晰地压铸出来。因而,压铸能够压出非常明晰的螺纹、线条、文字、图画和符号。
3、压铸件能够进行涂覆外表处置:由于压铸件的使用规模日益扩展·为了满意使用上的需‘W压铸件的外表能够进行涂覆外表处置,如电镀、阳极氧化、抛光、有机维护涂层、喷漆、喷砂、酸洗等。然后到达具有装饰性或维护性的需求。

铝压铸件局部下陷光滑纹路的原因
铝压铸件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铜、锌、铝或铝合金的铸造余量,不仅节约了 电力、金属材料、还大大节约了劳动成本。单页有着不可避免的缺陷,流痕就是其中之一,其特征为:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。此缺陷无发展方向,用抛光法能去处。
产生原因:
1、两股金属流不同步充满型腔而留下的痕迹。
2、模具温度低,如锌合金模温低于150℃,铝合金模温低于180℃,都易产生这类缺陷。
3、填充速度太高。
4、涂料用量过多。
排除措施:
1、调整内浇口截面积或位置。
2、调整模具温度,增大溢流槽。
3、适当调整填充速度以改变金属液填充型腔的流态。
4、涂料使用薄而均匀。





 在线客服
在线客服 13554110337
13554110337 1003145285@qq.com
1003145285@qq.com


